全国咨询热线




 全国服务热线
全国服务热线
点击次数:196 更新时间:2022-10-24
铝翅片管散热器的生产工艺及采购方法
浅谈生产技术
铝翅片管对流散热器应根据批准的产品图纸和技术文件制造,并应符合本标准。
碳钢翅片管对流散热器盖,底板,箱装。两端的钢带、护套、保护装置应当符合有关材料标准,并有材料质量证书。
钢管的椭圆度不应大于0。其他型号的管材应符合GB/T 3092 GB/T 3087 GB/T 8163的要求。
钢带与钢管之间应采用高频焊接或其他紧固方法。
钢带和钢管的焊接表面应无涂层、腐蚀、坑洞等影响焊接质量的缺陷和杂质。
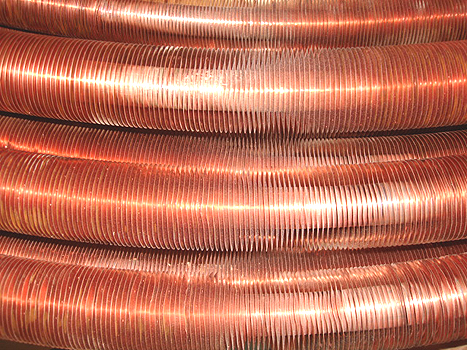
翅片管质量要求
翅片间距应为6-7mm,翅片高度应大于15mm,翅片倾角不应大于80;
翅片管的直线度不应超过每米1毫米。
对于高频焊接翅片管,每米翅片管的实际焊接长度之和应该大于85,不连续焊接的长度不应超过50mm。
7钢翅片管对流散热器焊接质量要求:
钢管与钢管的连接应符合GB 151的要求。
焊接应符合GB/T 985标准。
8钢翅片管对流散热器加外罩前应逐一进行水压试验或气压试验。试验压力为工作压力的1.5倍。
9钢翅片管对流散热器喷嘴螺纹应符合JG 1.31。
10漆膜质量要求
钢翅片管对流散热器应采用防锈底漆和面漆喷涂,面板应烘烤。薄膜的制备应符合GB/T 1727的要求。表面涂层应均匀光滑,牢固附着,无气泡,打桩,流动和溢流。